idioma
 English
English
 русский
русский
 Español
Español
 عربى
عربى
 中文简体
中文简体

Contenido
- 1 ¿Qué hace que la película EVA sea altamente transparente?
- 2 Propiedades técnicas clave de un vistazo
- 3 Aplicaciones principales de la película EVA altamente transparente
- 4 Cómo seleccionar el grado de película transparente EVA adecuado
- 5 Consideraciones de procesamiento y laminación
- 6 Problemas comunes y cómo evitarlos
- 7 EVA frente a otras películas encapsulantes transparentes
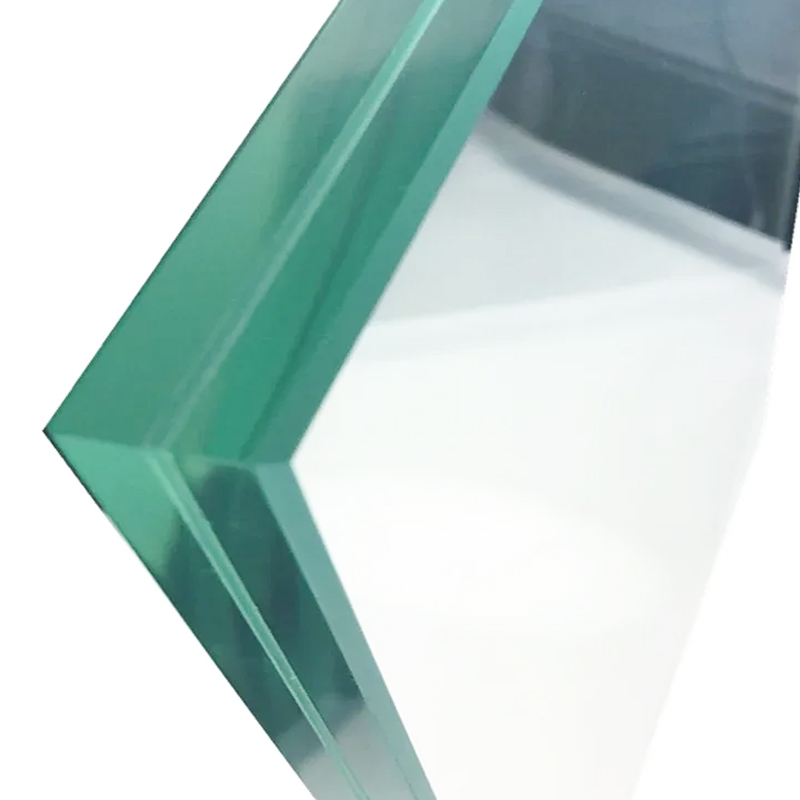
Película EVA altamente transparente Es uno de los materiales de laminación y embalaje flexible más claros disponibles. , con una transmitancia de luz que normalmente supera el 90% y valores de turbidez tan bajos como 1-3%. Hecho de copolímero de etileno y acetato de vinilo, combina claridad óptica con flexibilidad, dureza y excelente adhesión, lo que lo convierte en la opción preferida en las industrias de energía solar, embalaje, dispositivos médicos y óptica.
A diferencia de las películas estándar de polietileno o PVC, EVA logra su transparencia mediante un contenido controlado de acetato de vinilo (VA) y un procesamiento especializado. Cuanto mayor es el contenido de VA (normalmente entre 18 y 40%), más amorfa se vuelve la estructura, lo que reduce la cristalinidad y la dispersión, que es la causa principal de la turbidez en la mayoría de las películas de poliolefina.
¿Qué hace que la película EVA sea altamente transparente?
La transparencia en las películas plásticas se rige por dos métricas ópticas: transmitancia de luz (cuánta luz pasa) y neblina (cuánta luz se dispersa). La película EVA altamente transparente alcanza ambos valores favorables simultáneamente, lo cual es poco común en los termoplásticos flexibles.
Contenido de acetato de vinilo y claridad óptica
A medida que el contenido de VA aumenta del 5% al 40%, el polímero se vuelve menos cristalino. Con alrededor de 28-33% VA, la película EVA entra en un estado casi completamente amorfo, brindando máxima claridad. La mayoría de las películas EVA de grado solar y óptico utilizan este rango. Por debajo del 10% VA, la película se parece al LDPE y tiene un aspecto lechoso o translúcido.
Aditivos que preservan la claridad
Las películas EVA de alta transparencia utilizan aditivos cuidadosamente seleccionados para evitar la turbidez:
- Estabilizadores UV con baja interferencia óptica (por ejemplo, basados en HALS en lugar de tipos de metales pesados)
- Plastificantes no migratorios para prevenir la floración superficial.
- Reticulantes de peróxido (en EVA solar) dosificados para minimizar la turbidez residual después de la laminación
- Agentes antibloqueo solo en microconcentraciones, ya que el antibloqueo de sílice convencional añade turbidez.
Propiedades técnicas clave de un vistazo
La siguiente tabla compara las propiedades ópticas y físicas típicas de la película EVA altamente transparente con el EVA estándar y alternativas comunes:
| Propiedad | EVA de alta transparencia | Película EVA estándar | Película PVB |
|---|---|---|---|
| Transmitancia de luz | ≥ 91% | 80–88% | 88-90% |
| Neblina (%) | 1-3% | 5-15% | 2-4% |
| Flexibilidad | Excelente | bueno | moderado |
| Adhesión al vidrio | muy alto | Alto | muy alto |
| Resistencia a la humedad | bueno | bueno | pobre |
| Costoo (relativo) | Medio-alto | Bajo-medio | Alto |
Aplicaciones principales de la película EVA altamente transparente
La combinación de rendimiento óptico, adhesión y procesabilidad hace que la película EVA altamente transparente sea indispensable en varias industrias.
Encapsulación de paneles solares
Esta es la solicitud más grande por volumen. La película encapsulante solar de EVA representa más del 60% del consumo total de película de EVA a nivel mundial . Une células fotovoltaicas entre el vidrio frontal y la lámina posterior, protegiéndolas de la humedad, la degradación de los rayos UV y el estrés mecánico, manteniendo al mismo tiempo la transmitancia de luz necesaria para la eficiencia de la conversión de energía. Una caída de solo el 1% en la transmitancia puede reducir considerablemente la producción del panel durante una vida útil de 25 años.
Vidrio de Seguridad y Laminado
La película EVA se utiliza cada vez más como alternativa al PVB en vidrio laminado arquitectónico y automotriz. Ofrece una resistencia superior a la humedad (el PVB se delamina cuando se expone a la humedad) y una claridad óptica comparable. Las aplicaciones incluyen fachadas de vidrio estructural, tragaluces, balaustradas y parabrisas de automóviles en mercados donde los climas secos son comunes.
Embalaje médico y farmacéutico
La película EVA transparente se utiliza en blísteres estériles, bolsas para sueros y bolsas para dispositivos médicos. Su claridad permite la inspección visual del contenido sin abrir el paquete, un requisito crítico para el control de calidad farmacéutica. También cumple con los requisitos reglamentarios de la FDA y la UE para el contacto con alimentos y medicamentos.
Aplicaciones ópticas y de visualización
En óptica, la película EVA sirve como capa de unión óptica entre los paneles de visualización y la cubierta de vidrio en dispositivos como tabletas, señalización digital y grupos de instrumentos. La baja turbiedad y el índice de refracción cercano al vidrio (~1,48–1,50) minimizan la reflexión interna y mejoran el contraste de la pantalla.
Cómo seleccionar el grado de película transparente EVA adecuado
No todas las películas transparentes de EVA funcionan de manera idéntica. Elegir el grado incorrecto provoca delaminación, coloración amarillenta o un rendimiento óptico subóptimo. Estos son los parámetros de selección más importantes:
- Contenido VA: Para obtener la máxima claridad, elija entre 28 y 33 % VA. Los grados VA más bajos son más baratos pero más confusos.
- Espesor: Las aplicaciones solares suelen utilizar entre 0,45 y 0,5 mm; la unión óptica utiliza entre 0,1 y 0,25 mm; el embalaje utiliza entre 0,03 y 0,15 mm.
- Grado de reticulación (para energía solar): Objetivo ≥ 80% de contenido de gel después de la laminación para mayor durabilidad. El EVA poco reticulado se arrastra a temperaturas elevadas.
- Resistencia a los rayos UV: Confirme que los paquetes de estabilizadores UVA y UVB sean adecuados para la vida útil esperada: 10 años para uso general, 25 años para uso solar.
- Índice de amarilleamiento (YI): Después de un desgaste acelerado (por ejemplo, 1000 horas de exposición a los rayos UV), la película EVA de alta calidad debería mostrar un cambio YI inferior a 3.
- Certificaciones: Busque IEC 61215 (solar), ISO 10985, FDA 21 CFR (contacto médico/alimentos) o EN 12543 (vidrio laminado) según su aplicación.
Consideraciones de procesamiento y laminación
La película EVA altamente transparente se procesa principalmente mediante laminación al vacío. Los parámetros del proceso afectan directamente la calidad óptica final y la fuerza de unión:
- Temperatura: El rango de laminación típico es de 140 a 160 °C. Demasiado bajo y la reticulación es incompleta; demasiado alto y la película se vuelve amarilla o se forman burbujas.
- Presión y vacío: Aplique vacío antes de calentar para eliminar el aire atrapado, que de otro modo crearía vacíos visibles y reduciría la transparencia.
- Tiempo de laminación: El EVA solar normalmente requiere de 15 a 25 minutos de tiempo de ciclo total, dependiendo del espesor y la concentración del reticulante.
- Almacenamiento de rollos de película: Almacenar entre 5 y 25 °C, protegido de la luz ultravioleta. El almacenamiento inadecuado provoca una reticulación previa, lo que eleva el contenido de gel antes de la laminación y crea una película turbia y no adherente.
Para aplicaciones de unión óptica que utilizan películas EVA más delgadas, es común la laminación rollo a rollo con presión de contacto controlada. En este caso, es fundamental mantener la planitud de la película y evitar la contaminación de la superficie; incluso una huella digital puede introducir un defecto visible en el conjunto óptico final.
Problemas comunes y cómo evitarlos
Incluso con una película EVA de alta calidad, los errores de procesamiento o las discrepancias en las especificaciones pueden comprometer la transparencia y la durabilidad. Los siguientes problemas se informan con mayor frecuencia:
- Amarillamiento después de la laminación: Generalmente causado por temperatura excesiva, demasiado peróxido o degradación por rayos UV. Utilice un grado de película con aditivos antiamarilleo mejorados y verifique la temperatura de laminación con termopares.
- Burbujas o delaminación: Causado por vacío insuficiente, contaminación de la superficie o humedad en el sustrato. Seque previamente el vidrio y limpie las superficies con IPA antes de laminar.
- Aumento de turbidez después del envejecimiento: Indica migración de aditivos o acumulación de ácido acético por hidrólisis de EVA. Elija grados formulados con inhibidores de hidrólisis para ambientes húmedos.
- Mala adherencia a sustratos específicos: EVA se adhiere bien al vidrio, pero puede necesitar una imprimación con agente adherente para metales o ciertos plásticos. Verifique los datos de compatibilidad del proveedor de la película.
EVA frente a otras películas encapsulantes transparentes
La película EVA enfrenta una competencia cada vez mayor por parte de alternativas más nuevas. Comprender hacia dónde conduce EVA y dónde se queda corto ayuda a tomar una decisión material acertada.
| Criterio | Película transparente EVA | Película POE | Película de ionómero |
|---|---|---|---|
| Transparencia inicial | Excelente | bueno | Excelente |
| Resistencia al amarillamiento a largo plazo | moderado | superiores | superiores |
| Barrera de humedad | bueno | Excelente | bueno |
| Facilidad de procesamiento | muy facil | moderado | moderado |
| Cost | Más bajo | Medio | Altoest |
Para la mayoría de las aplicaciones estándar, La película EVA altamente transparente ofrece la mejor relación costo-rendimiento . Las películas de POE y de ionómero valen la pena solo cuando la principal preocupación es el amarillamiento a largo plazo o la resistencia extrema a la humedad, como en módulos solares bifaciales o climas de alta humedad.